
Application case 26:The control system of utilizing waste heat to remove dust, desulfurize and reduce emission of calcination furnace
1 project review
The waste heat desulfurization working process of calcination furnace is that: waste heat boiler uses waste heat from calcinator as raw materials to produce steam, and then the steam into the steam turbine to drive generator. Thus, the waste heat of calcination furnace is effectively utilized, can greatly reduce the gas consumption of plant heating and taking a bath, making the cost of producing carbon is greatly reduced, and also can reduce gas exhaust of CO2, SO2and so on, which is used by waste heat, environmental pollution has been effectively improved.
1.1 The necessity to implement projects
Calcining furnace 3 units, each has 28 cans; the monthly output is 5000t/h. This plan is a waste heat treatment for the emission of flue gas containing sulfur, the flue gas emissions of calciner are as follows:
The parameter of calcining furnace chimney flue gas entrance before the port:
The smoke gas volume: 38987Nm3/h (according to the average temperature of 215℃to calculate)
The flue gas temperature: 500-600℃
The dust content of the flue gas: 190mg/Nm3
The sulphur content of SO2: 1495mg/Nm3
This scheme meets the heat requirement for life by utilizing the above hot flue gas waste heat, reducing dust and SO2emissions and meet the national emission standards.
1.2 The objective of the implementation of the project
Waste heat boiler project put into operation, by using water as heat medium of 500-600℃calcining furnace exhaust to exchange heat, to meet the life and take a bath with hot water, outage 3 hot water boilers which needs 1360000 Nm3 gas consumption each year, and then reduce emissions of CO2and make full use of the waste heat of the flue gas, and create the reasonable processing conditions for dust removal and desulfurization.
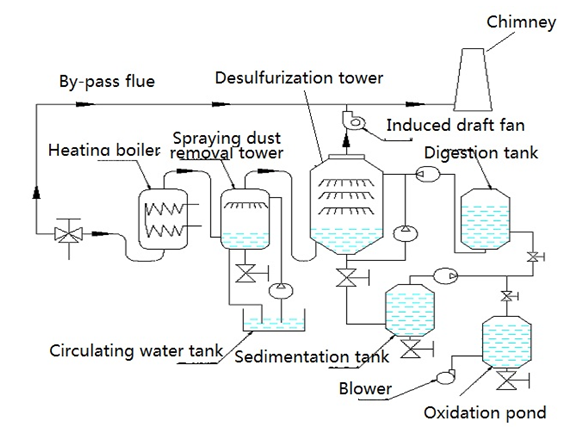
Gas dust removal and desulfurization project put into operation, firstly spraying dust removal tower by 300℃tail calcining furnace, to make the flue gas temperature drops to 150℃, and then the flue gas goes through three layers of glass steel anti-corrosion, 5 pneumatic cyclone device and the 5 stage spray atomization device to complete the magnesium oxide desulfurization, not only can reduce SO2emissions, but also dust removal.
The reaching discharge standard:
The flue gas temperature: ± 50℃
The dust content of the flue gas: 50mg/Nm3
The sulphur content of SO2: 30mg/Nm3
1.3 Solving the secondary pollution: the using of magnesium sulfate
Magnesium sulfate is a dual nutrient fertilizer (Mg and S), sulfur and magnesium are secondary elements of crops, the fifth and the sixth nutrient elements of crops, not only can increase the yield of crops, but also can improve fruit taste. Magnesium is the constituent of chlorophyll and pigment, and is the only metal elements in the chlorophyll molecule, magnesium can promote photosynthesis, promote the formation of carbohydrate, protein, fat. Magnesium is the activator of hundreds of enzyme, is also involved in the formation of enzyme, promote the new supersedes the old. Magnesium can improve crop resistance to disease, to prevent the intrusion of bacteria. Magnesium can also promote the formation of vitamin A and vitamin C inside the crop, so as to improve the quality vegetable, fruit and other crops, Sulfur is required for synthesis of amino acid, protein, cellulose and enzymes in crops.
Magnesium sulfate as a fertilizer, can be directly used as basal fertilizer, fertilizer and foliar fertilizer, can be used alone, can be used as a component of the mixed, can be used in traditional agricultural areas but also in the field of precision farming with high value added application, flowers and soilless cultivation. The basal fertilizer, topdressing should be mixed used with ammonium fertilizer, potash fertilizer, phosphate fertilizer, and farm fertilizer to achieve better results. Magnesium sulfate as basal fertilizer, topdressing general, is used 10~15kg/667m2, is used 0.25kg per plant, such as citrus, fruit etc; as a foliar, the spray concentration is 1% ~ 2%. It is better for the general crops to apply sulfur magnesium fertilizer in seedling stage, but for citrus etc during maturation. According to the soil conditions and crop varieties, the increase rate commonly is 10% ~ 40%.
1.4 environmental protections:
The waste heat boiler use the high temperature flue gas heat of baking furnace, with no pollution discharge, can drain a portion of ash and reduce CO2emissions , to protect the environment. CO2emission reduction is 1360000 Nm3/a.
Namely: The standard coal consumption reduction
=1360000Nm3×8300kcal/Nm3/7000kcal/kg=1612t
1.5 The problems
The high sulfur content in flue gas makes the anti-corrosive treatment costs much more, and lead flue wall, waste heat boiler, spray cooling dedusting tower, from the tower, the valve, the canister of lye and ash cans and so on, all need acid and alkali treatment.
Source of water: the water quality is the most important of waste heat boiler; company can reasonably choose water treatment system according to the local water quality, to ensure the normal operation of the whole system.
Because the hot water of the exhaust heat boiler system conveys the original heating system and bathing system, so the distance is greater far, and the construction difficulty and the cost are higher.
2 The significance and effect of project
² To improve the utilization rate of waste heat
² To reduce the operation cost
² To reduce the amount of CO2emission
² To lower fuel consumption
² To reduce dust emissions
² To reduce SO2emissions
² Byproducts---magnesium sulfate can be used as fertilizer and soil
² To complete the cyclic utilization of water
² Make the repair workload of whole system maintenance reduce, cost reduction
3 The desulfurization technology at home and abroad
3.11 The summary of process
Flue gas desulfurization (referred to as FGD), [1] in the FGD technology, according to the desulfurization agent type, can be divided into the following five methods: calcium method based CaCO3(limestone), Mg method based on MgO, sodium method based on Na2SO3, ammonia method based on NH3, organic alkali method based on organic alkali.
3.2 The basic principles
Chemistryprinciple: the essence of SO2in flue gas is acidic, [2] can react with appropriate alkaline substances to remove SO2from flue gas. The most commonly used alkaline substances of flue gas removal are limestone (calcium carbonate), quick lime (calcium oxide, Cao) and hydrated lime (calcium hydroxide). Limestone is abundant, so it is relatively cheap, quick lime and hydrated lime are made by heating limestone to produce. Sometimes with sodium carbonate (soda), magnesium carbonate and ammonia and other alkaline substances. All alkaline substances react with SO2of flue gas, and produce a mixture of sulfite and sulfate (according to the different used alkaline substances, these salts may be calcium salt, sodium salt, magnesium salt or ammonium salt). The ratio between the sulfite and sulfate depends on process conditions, in some process, all the sulfite into sulfate. The occurrence of SO2and alkaline compounds reacts in alkaline solution (wet flue gas desulfurization technology), or occurs on the wetting surface of a solid alkaline substance (dry or semi dry flue gas desulfurization technology).
In the wet flue gas desulfurization system, alkaline substances (usually alkali solution, it is more alkaline slurry) meets with the flue gas in the spray tower. SO2in flue gas dissolved in water, forming a dilute acid solution, and then neutralization react with alkaline substances dissolved in water. The sulfite and sulfate, formed by the reaction, precipitated from aqueous solution, the precipitation solution depends on the relative solubility of different salts in the presence. For example, the relatively solubility of calcium sulfate is poor, which is easy to precipitate. The solubility of sodium sulphate and ammonium sulfate is much better. SO2in dry and semi dry flue gas desulfurization system, solid alkaline absorbent makes the flue gas pass through the alkaline absorbent bed to inject into the flue gas stream, contacts with the flue gas. In both cases, SO2directly react with the solid alkaline substances, and then generates the corresponding sulfite and sulfate. In order to make the reaction proceed, solid alkaline substances must be very loose or very fine. In the semi dry flue gas desulfurization system, water is added to the flue gas, to form a liquid film in the layer of alkaline material particles, SO2dissolved in liquid membrane, accelerating the reaction of SO2with solid alkali.
3.3 The process
3.3.1 The summary of the method
The commercial technology widely used in the world is calcium method; the proportion is over 90%. According to the wet state of absorbent and desulfurization in the desulfurization process, the desulfurization technology is divided into wet; dry and semi dry (wet) method. FGD technology is that using the solution containing absorbent or slurry todesulfurization and process with desulfurization product in wet state, this method has the merits, such as fast desulfurization reaction speed, simple equipment, higher desulfurization efficiency etc, but there commonly exist some problems such as serious corrosion, high cost and easy to cause secondary pollution etc. The desulfurization absorption and product treatment of FGD technology are carried out in the dry state, this method has the merits, such as no sewage discharge, light waste acid corrosion of equipment, no significant cooling during flue gas purification process, high smoke temperature after purification, exhaust dispersion by chimney, less secondary pollution etc, but there exist some problems such as low desulfurization efficiency, slow reaction speed, large equipment etc. Semi dry FGD technology is the flue gas desulfurization technology that desulfurization under dry state, regeneration in wet state (such as the regeneration process of the washing activated carbon), or desulfurization in the wet state, processing desulfurization products in the dry state (such as spray drying method). Especially the semi dry method of desulfurization in wet conditions, processing desulfurization products in the dry state, it depends on the advantages of fast wet desulfurization reaction speed, high desulfurization efficiency, and dries no sewage waste acid discharge, easy processing desulfurization products to be attention. According to the use of desulfurization products, can be divided into abandon method and Recovery method.
At present, according to the process the flue gas desulfurization methods commonly used at home and abroad can be roughly divided into three categories: wet abandon process, wet recovery process and the dry process. And the application of frequency converter in equipment made a great contribution to energy saving.
3.3.2 Dry desulfurization
Dry flue gas desulfurization process
3.3.3 Spray desulphurization
Spray dry flue gas desulfurization process
3.3.4 Wet desulfurization
The process of FGD
The process, the form and the mechanism of wet flue gas desulfurization are the same in the world, mainly use limestone (CaCO3), lime (CaO) or sodium carbonate (Na2CO3) and other slurries as detergent, washing the flue gas in the reaction tower, thereby removing SO2in flue gas. But in Taiwan of China, Japan and other countries and regions, in where desulfurization treatment is earlier used, basic use magnesium method desulfurization, accounted for more than 95%.
The mainly chemical reaction mechanism of wet magnesium method:
Mg (OH)2+ SO2→ MgSO3+ H2O
MgSO3+ 1/2O2→ MgSO4
Its main advantages are high efficiency, high synchronous operation rate, and rich resources of absorbent, by-products can be absorbed, and high commercial value. At present, magnesium desulfurization cited more in the areas in where smoke is strictly controlled such as Japan, especially the earliest desulfurization development regions of Japan had more than 100 application cases; there is more than 95% of power plant in Taiwan using magnesium method. No high requirements for sulfur coal, good adaptability. Whether it is high or low sulfur coal, it will have good removal rate, can reach above 98%.
The main problem of magnesium method desulfurization is the high absorbent price, and the complex equipment of by-product. But the advantages are high removal rate, high efficiency, good economic benefit of by-product etc.
There are more mature wet FGD technologies: seawater method; sodium hydroxide; Wellman-LordFGD process of America DavyMckee Company; ammonia method etc.
3.4 Flue gas desulfurization equipment of magnesium oxide desulfurization
Desulfurization principle: the desulfurization principle of magnesium oxide is similar with the desulfurization principle of calcium oxide, they both are hydroxides which is generated by the reaction between basic oxide and water, and then acid-base reacts with sulfite solution which is generated by sulfur dioxide dissolving in water, Magnesium sulfite and Magnesium sulfate generated by Magnesium Oxide reaction after recovering SO2are repeated used or be forced oxidation to be changed into sulfate, and then made into epsom salt.
Currently in the commercial wet desulfurization process,the magnesium oxide desulfurization technology is a kind of promising desulfurization technology, the technology is mature, less investment, simple structure, good safety performance, and can reduce the secondary pollution, cycle utilize desulfurization agent, reduce the cost of desulfurization, and save a certain economic benefit. Relatively the calcium desulfurization avoids a series of problems of simple wet method, such as pipeline jam, too low smoke temperature, the flue gas with water and secondary water pollution and so on; at the same time, the calcium desulfurization compared with the complete limestone / gypsum method, is small area, low running cost, lower investment, and improving the comprehensive economic benefits. The process of Magnesium oxide can be divided into by-product sulfuric acid and epsom salt.

3.4.1The summary of process
The temperature of most flue gas come from waste heat boiler is more than 140℃, which contains large amounts of carbon dioxide, dust and sulfur dioxide, including hydrofluoric acid, hydrochloric acid and sulfur acid gas three. Flue gas firstly enters the dust removal system, by electrostatic precipitators or bag dust catcher to collect more than 99% of dust as building materials ,and then sold to the cement factory and other related enterprises, not only can increase the income of enterprise, but also can avoid plug nozzle caused by dust particles to reduce the desulfurization efficiency. The flue gas after dust removal gets into desulfurization reaction tower from the bottom of the desulfurization tower, a spray cooling device is arranged at the entrance of the flue gas desulfurization tower, to cool the flue gas temperature until reach a more suitable temperature for SO2chemical reaction, a layer of swirl plate is arranged at the top of the flue gas inlet, to reduce the flue gas velocity to increase reaction time, and then reach the effect that the flue gas are uniformly distributed in the tower.
There are three layers of nozzle continuous spraying desulfurizer slurry on the top of cyclone plate, the desulfurizer slurry reverse contacts with the flue gas from the bottom up and full reacts. In order to reduce the clogging of equipment structure, and reduce the too large loss of tower pressure, to ensure the smooth flow of flue gas, the tower body without any support or maintenance rack. The flue gas humidity after washing is relatively large, it is necessary to carry out the dehydration treatment; generally two layers of mist eliminator are installed above spray layer of the absorption tower. At the same time an automatically process water flushing system is installed on the demister for the timely processing of dust eliminator above after a period of operation. The temperature of the flue gas from desulfurization tower generally is 55~60℃, and flue gas still contains some water, direct discharge is easy to cause the fan with water to corrode blades and chimney.
Therefore, the temperature of flue gas is increased by heating in front of fan, and then flue gas is discharged, so that we can avoid the corrosion of fan chimney. In order to ensure equipment maintenance in the desulfurization tower does not affect the normal operation of the boiler, bypass system is added, by the damper to control the direction of flue gas, so as to protect desulfurization system, also have not any adverse effect to boiler operation. For the magnesium oxide, reacts with sulfur dioxide to generate magnesium sulfite in the absorption tower, part is oxidized into magnesium sulfate by oxygen in the flue gas. Mixed slurry is removed surface moisture and water of crystallization of solid by dewatering and drying process. After drying, magnesium sulfite and magnesium sulfate are baked in the regeneration process, to make them decomposed, and then obtain magnesium oxide, and precipitate sulfur dioxide. Baking temperature has great influence on the properties of magnesium oxide, the baking temperature of the regeneration of magnesium oxide is 660~870℃. When the temperature exceeds 1200℃, magnesium oxide will be fired, not used as desulfurizer. The concentration of sulfur dioxide of the gas exhausted from baking furnace is 10~16%, flue gas after dusted can be used in the manufacture of sulfuric acid, the regeneration magnesium oxide is re-circulation to used for desulfurization.
1 Flue gas system includes several flue gas processing systems including pre-filter, bypass, flue gas heating device and chimney. in the system, the flue gas which comes from boiler will be adjusted to the appropriate reaction conditions through dedusting and cooling, at the same time if the equipment failure or abnormal operation of system, the flue gas can pass from the bypass to ensure the normal operation of the whole power system, the purpose of heating-up the flue gas is that reducing the moisture content of flue gas, and diffusing the flue gas as soon as possible which is discharged from the chimney.
2 If the size of outsourcing magnesium oxide particle of slurry preparation system accords with the desulfurization requirements, the outsourcing magnesium oxide particle does not need to be crushed, can be directly enter into the digestive apparatus to make the slurry with <5~25% concentration, and delivered to the absorption tower from the slurry pump, so as to complete desulfurization.
3 The absorbing tower SO2of absorption system is the main site of SO2absorption, most of materials are used ordinary steel structure in addition to anticorrosion layer, the bottom of the tower is a slurry pool, the middle of tower is spray layer, above is the mist eliminator. The slurry in the tower continuous cycles, when the concentration reaches a certain extent, the slurry discharges to slurry treatment system through the slurry output pump.
4 The slurry out from the absorption tower of slurry treatment system is magnesium sulfite and magnesium sulfate solution, at the request of the magnesium oxide regeneration, first of all solution should be purified, and then concentrated, drying, after drying, the magnesium sulfite, under the condition of the presence of carbon in 850℃, is calcined to regenerate magnesium oxide and sulfur dioxide, the calcined magnesium oxide is back to absorption system, the collected SO2gas with high purity is fed into the device of sulfuric acid to make sulfuric acid.
The process of epsom salt is similar with the above process, but the treatment of desulfurizer slurry is different. Magnesium sulfite, which is formed by the reaction between sulfur dioxide and magnesium hydroxide in the desulfurization tower, enters into the slurry pond at the bottom of absorption tower, by a blower to forced blowing-in air to slurry pond, and then oxidized into magnesium sulfate. The water containing magnesium sulfate is continuous cycle used in desulfurization process, when the magnesium sulfate concentration of circulating water reaches a certain conditions, it will be set into the pool by the pump, and then sent to the magnesium sulfate purification system. Desulfurization sewage after removed impurities by purification equipment, magnesium sulfate solution crystallizes the epsom salt by concentrating equipment. After dried the recovery epsom salt is package storage, water is separated from epsom salt (MgSO4.7H2O), and then to be re-used after delivered to the circulating desulfurization tower.
1. Absorption system. in order to improve the purity of magnesium sulfate, needs to strengthen oxidation inside slurry tank of absorption tower, therefore the structure of absorption tower bodyis different with the tower structure of the magnesium re-oxide tower body, oxidation with keep stirring, and power consumption will increase.
2. Cleaning system. The slurry from the absorption tower contains a lot of impurities, it will affect the quality of magnesium sulfate, and therefore we need to increase a cleaning system for purification of magnesium sulfate solution
3. Concentration system. The purified magnesium sulfate solution need to be concentrated, the solution is made into the high concentrated solution, and then removed excess water to make magnesium sulfate solution into epsom salt, finally according to the different requirements of users the different packaging methods can be chose to finish the processing.
Abandon method. in many cases, the own actual situation of the users do not allow to process the by-product of desulphurization, especially the desulfurization of small boiler, due to the small scale, product volume is small, mostly the abandon method is used. Flue gas system, absorbent preparation system, absorption system and flue gas reheat device of the abandon method are basically the same with the above two methods, the difference that the reaction slurry after separated by solid-liquid, most of the water of it is recovered and the solid is abandoned. Abandon method can greatly reduce the cost of investment system, operation is simple a lot, also can avoid a series of problems such as the equipment scale, blockage of pipeline and so on, the after-power consumption can also be saved, but the consumption cost of desulphurizer is higher, the treatment of waste solid is more trouble, but if the waste solid is centralized treated, the secondary pollution will not be caused.
3.4.2 The desulfurization project of magnesium oxide
Boiler flue gas is sent into the pre cooling segment of absorption tower by draft fan, cooled to a suitable temperature, and then gets into absorption tower, upper to react with the reverse flow absorption slurry, the desulfurization method of magnesium oxide removes the sulfur in flue gas. The absorption tower is equipped with a demister, used to remove the small droplets carried in flue gas. Clean flue gas is discharged into the chimney after reduced water in flue gas by demister. If dust and dirt attach to the demister, it will cause the demister blocked, the system pressure loss increases, and then the flushing pump will be needed to provide industrial water to spray cleaning demister.
3.4.3.1 Absorption process
The main reaction occurring during absorption process is as following:
Mg (OH)2+ SO2→ MgSO3+ H2O
MgSO3+ SO2+ H2O → Mg (HSO3)2
Mg (HSO3)2+ Mg (OH)2→ 2MgSO3+ 2H2O
The absorption liquid with sulfur enters into the absorption tower bottom; the bottom of the absorption tower is mainly used for oxidation reaction, cyclic process.
3.4.3.2 Oxidation process
The aeration blower is forced to provide a large number of compressed air to the tower bottom slurry, and oxidized the MgSO3with chemical oxygen demand to MgSO4. This stage chemical reaction is as following:
MgSO3+ 1/2O2→ MgSO4
Mg (HSO3)2+ 1/2O2→ MgSO4+ H2SO3
H2SO3+ Mg (OH)2→ MgSO3+ 2H2O
MgSO3+ 1/2O2→ MgSO4
3.4.3.3 Cycle process
The cycle process is that the absorption liquid, which is fall into the bottom of the tower, is re-transported to the top absorption region of the absorption tower by the slurry circulating pump. The pH of the tower bottom slurry is adjusted by the automatic injection magnesium hydroxide slurry with 20% concentration, and linkage control with pH meter. When the pH of the tower bottom slurry is lower than the set value, the magnesium hydroxide slurry automatically adds to the absorption tower bottom by pump, the action of blender at the bottom of the tower make slurry mixed evenly, to supplement magnesium hydroxide slurry when pH reaches the set value. 20% magnesium hydroxide solution is produced by curing between magnesia powder and heating water, or directly uses magnesium hydroxide, because magnesium oxide is impure, the solubility of magnesium hydroxide is very low, so the cured slurry is easy to deposit, therefore mixer and magnesium hydroxide solution transfer pump must be continuous operation, to avoid pipeline and the bottom of the absorption tower to produce precipitation.
3.4.4 The technology process of magnesium oxide method of flue gas desulfurization
The technology process of magnesium oxide method of flue gas desulfurization uses magnesium oxide as desulfurization absorbent; magnesium oxide powder is added water to make magnesium hydroxide slurry which meets the requirements of desulfurization absorption. In the absorption tower, absorption slurry mixes with the flue gas; sulfur dioxide in flue gas neutralization reacts with magnesium hydroxide in slurry, and then forms magnesium sulfite, magnesium sulfite was forced oxidized into magnesium sulfate. Flue gas after desulfurization passes through the mist eliminator to remove droplet, and then is discharged by the chimney.
The desulfurization process of Magnesium oxide method mainly consists of flue gas system, slurry preparation system, SO2absorption system, process water system, desulfurization residue dehydration system, electrical control system.
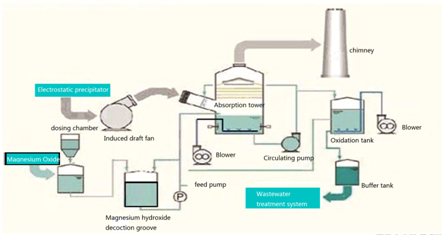
The process flow diagram of magnesium oxide method of flue gas desulfurization
Technical indicators:
The desulfurization efficiency >95%
Overall equipment resistance ≤ 1000Pa
Flue gas moisture content ≤ 75mg/Nm3
3.4.5 The technology advantages of magnesium oxide method of flue gas desulfurization
(1) Technology is mature; magnesium oxide (MgO) method is one of the flue gas desulfurization technologies with very mature technology.
(2) The desulfurization efficiency is high; under the conditions of low liquid gas, desulfurization efficiency can achieve 95% to 98%.
(3) Magnesium oxide as desulfurizing absorbent, low consumption, low energy consumption, low comprehensive running cost.
(4) With high reliability, not easy scaling, low failure rate.
(5) The key equipment has the advantages of small volume, one-time investment.
3.5 The main performance parameters
With the volatile component design, calcining furnace running in BMCR conditions, the performance parameters of desulfurization system as follows:
|
Projects |
Guarantee value |
|
|
1 |
The removal efficiency of SO2 |
≥98% |
|
System availability |
≥95% |
|
|
4 |
Magnesium Oxide consumption |
≤0.046t/h |
|
5 |
The ratio of Magnesium and sulfur (Ca/S (mol/mol) |
≤0.8 |
|
6 |
The outlet temperature of the desulfurization tower |
≥70℃ |
|
7 |
The resistance of Desulfurization and dust removing system |
≤4000Pa |
|
8 |
The process water of desulfurization tower |
≤1.5t/h |
|
9 |
Steam consumption |
≤2m3/ min |
|
10 |
Power (installed) |
180.75kW |
|
|
Power (BMCR condition equipment's power consumption) |
75.8kwh |
|
11 |
The dust emission concentration on the outlet of desulfurization system |
≤15mg/Nm3 |
|
12 |
The SO2emission concentration on the outlet of desulfurization system |
≤50mg/Nm3 |
|
13 |
Noise: desulfurization control room |
≤55dB(A) |
|
|
Noise: distance of 1 meters from noise equipment |
≤85dB(A) |
|
14 |
The air leakage rate of Desulfurization dust removing system |
≤5% |
|
15 |
The service life Under the designed condition |
20 years |
|
16 |
The reduced the dust content of desulfurization system (meet the national standard calculation): |
(190-100)×38987×24×365= 69.15904t/a |
|
17 |
The reduced the SO2content of desulfurization system (meet the national standard calculation): |
(1495-300)×38987×24×365= 408.1237t/a |
3.6 The analysis of operation cost
After the operation of the desulfurization tower, the equipment operation cost and maintenance cost of equipment mainly include the absorbent, consumed in the operation, the electricity, water, labor, capital income, interest on bank loans, fixed assets depreciation, maintenance cost etc.
a) Investment capital income is not considered.
b) Investment costs are in accordance with its own funds calculation, does not take into account the bank loan interest.
c) Magnesium oxide: 0.046 ton /h×400 Yuan / ton ×6000h=110400 Yuan
d) Annual water consumption: 4.2 tons of /h×1.94 Yuan / ton ×6000h=48900 Yuan
e) Power consumption: 300kw/h×0.385 Yuan /kW×6000h=693000Yuan
f) Labor has a seating capacity of 8 people; artificial fee is calculated according to 25000 Yuan / year, the total is 200000 Yuan.
g) Equipment maintenance cost
The cost of desulfurization equipment is high; the cost of equipment maintenance is an important part of desulfurization cost, because performance of desulfurization equipment is reliable and easy to be maintained, and the maintenance costs are low. Equipment maintenance cost spends 2.5% of the cost of desulfurization equipment system every year, namely 87500 Yuan.
h) Total operating cost: 1139400 Yuan.
4 The waste heat boiler
Because of the average thermal efficiency of industrial boiler is only 70%, nearly 25% of the energy emission into the atmosphere by the flue gas, the exhaust gas temperature is above 200℃, polluting environment, and wasting the valuable gas waste heat resources. So many large boilers are installed cast iron or stainless steel economizer or air preheater, used to preheat the boiler feed water or combustion air. But because coal, oil, natural gas and other fuels are containing sulfur, sulfur oxide usually will be produced when combustion and then combined with steam to form sulfuric acid vapor. When the metal wall temperature of the boiler tail heating surface below the dew point of sulphuric acid vapour (known as the acid dew point), the liquid sulfuric acid will be formed on the surface (called condensation). For a long time, the corrosion of economizer and air preheater caused by condensation, even perforation phenomena often occur, seriously affect the safe operation of the boiler, the boiler is to ease the condensation and corrosion phenomenon by increasing the exhaust gas temperature, high flue gas temperature. In addition to the economizer and air preheater with huge volume, flue gas resistance, is easy to fouling, fouling, low life, often need to clean the dust, so small and medium-sized boilers are rarely used, especially oil and gas boiler used by city with no configuration.
Boiler flue gas temperature decreased by 10 ~ 15℃can improve 1% of the boiler efficiency, thus reducing boiler flue gas temperature has become an important way to save boiler energy, but the problem of low temperature corrosion of the boiler must be solved, so the heat pipe type of heat exchanger was born.
Superconducting heat pipe is the core heat conduction component of the waste heat recovery device, are essentially different with ordinary heat exchanger. The heat efficiency of heat pipe of waste heat recovery device is up to above 98%, which is the common heat exchanger cannot be achieved to. Heat pipe of waste heat recovery device has the advantages of small volume, just 1/3 of ordinary heat exchanger.
Using heat transfer technology of heat pipe, can effectively recover the polluted gas waste heat resources, our company specializes in manufacturing the following three kinds of commonly used heat pipe flue gas waste heat recovery device and other kinds of waste heat recovery device (according to customer demand for production of non-standard design and manufacture):
Heat pipe steam generator: steam supply production;
Heat pipe hot water generator: heating boiler feed water or hot water for production, life etc.
4.1 The economic benefits analysis of waste heat boiler
Baihe carbon factory has 3 sets of 28 tanks tank type calcining furnace, flue gas total volume V =38987m3/h, smoke temperature is 600℃, the efficiency of flue gas waste heat recovery boiler is 70%, flue gas after recovery, the temperature is 300℃, recovery heat is used for alumina refinery and carbon plant heating, heat for life.
①The heat emissions of flue gas per hour:
Q smoke =V smoke× (t high×C high - T low ×C low)
=38987×(600×1.492-300×1.4287)=1.82×107KJ/h
②The annual heating load:
Q year = Q smoke ×24×365=1.12×1011KJ/a, converted into natural gas
Q year / (8.3×4.2×103) =3.2×106NM3/a
③The annual cost savings:
3.2×1.77×106=5660000 (RMB)
④The decrease of standard coal consumption:
=3200000 × 8300/7000=37942.8571 t
The amount of CO2emissions reduced by waste heat recovery of boiler heat each year is:
CH4+2O2=CO2+2H2O
That is: 3200000 NM3/a
4.2 The configuration parameter of waste heat boilers
5 The flow chart of the system: 1001F-01 CFB-FGD desulfurization process Of CIMAC