


项目名称:东海铝业公司二期碳素厂阳极焙烧烟气净化装置监控系统
实施时间:2003年5月
一、 概述
烟气净化装置位于焙烧车间的末端,主要包括烟气冷却子系统、布袋除尘子系统、氧化铝物料输送子系统和负压控制子系统。在实现对阳极焙烧烟气冷却、净化和达标排放的同时,还能为阳极焙烧系统提供稳定的负压,保证阳极焙烧系统的正常工作。
烟气净化自控系统是净化系统生产监测、监控的综合控制系统,对烟气排放过程中的烟气温度、压力、流量等数据进行监视、控制,在碳素厂阳极焙烧系统中起着至关重要的作用,
二、 工艺说明
由焙烧车间来的烟气首先进入喷淋塔,喷淋塔通过雾化水对烟气进行冷却,如果烟气温度较低,喷淋塔不进行冷却处理,只有喷淋塔出口烟气温度高于设定值时,喷淋塔才进行雾化冷却处理,当烟气温度低于设定值时,停止喷淋。
经过冷却的烟气进入文丘里反应器,与氧化铝进行反应,烟气中的焦油、沥青等微粒附着在氧化铝粉上。氧化铝粉由圆盘加料电机从料仓中加到输送管道中,由流化风机输送到文丘里反应器中。
经过反应器的烟气被送入布袋除尘器,布袋除尘器共有两个,每个除尘器由12个除尘室组成。布袋除尘器将氧化铝粉收集起来,经反吹清灰控制,氧化铝粉进入返回管道由提升风机送入返回料仓。清灰反吹控制共三种工作模式:手动、定时和差压。
焙烧车间正常生产所需要的负压,由净化系统的得引风机提供,其负压的调整是通过调节引风机入口的百业阀的开度来实现的。
三、 控制要求
为了保证焙烧系统的正常工作及达标排放,要求自控系统对净化除尘装置完成如下监控功能:
● 采集、监视烟气入口和喷淋塔出口的温度变化,根据温度状况实施喷淋、旁通、直通及大水灭火控制;
● 检测氧化铝输送管道物料流动状况,及时发送断流报警信息;
● 检测氧化铝料仓的料位,上下限报警;
● 控制各电动阀门的动作并检测其开关状态,故障时发出报警信息;
● 检测氧化铝流量,与给料机形成闭环控制,给料机的转速由变频器控制;
● 检测布袋除尘器的差压状态,按照三种工作方式(手动、定时和差压)控制除尘器的清灰过程;
● 检测烟气入口的负压变化,与引风机入口百业阀形成闭环控制,将负压保持在设定值的误差范围内;
● 检测烟气流量计烟气中固体微粒含量,高于设定值报警。
四、 设备选型及控制方案
根据现场实际要求,为了系统能够安全正常运行,所有一次仪表全部选用进口或合资产品:
l 所有压力检测均采用ABB公司的压力和差压变送器;
l 温度检测采用ABB的铂热电阻;
l 料位采用K-TEK的雷达料位计;
l 烟气流量采用威力巴流量计;
l 烟气固含采用英普罗产品。
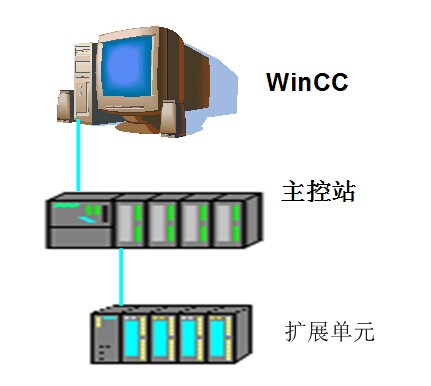
本系统控制系统下位机采用西门子S7-300系列可编程控制器(PLC),中央处理器(CPU)采用CPU315-2DP,使用接口模块IM365连接的扩展I/O系统进行扩展,通讯速度快。
上位机系统采用工业控制机做为人机界面,通过CP5611通讯卡接入Profibus-DP总线与CPU进行通讯,监控软件采用西门子公司的WinCC组态监控软件,多画面显示系统各电动阀的状态,监视各处温度和压力的变化。
硬件配置框图如下:
利用西门子STEP7 V5.0编程软件进行程序设计。STEP7是一个对S7-300和S7-400PLC进行编程的应用组态软件包,可以编制S7-300、400PLC程序,可以处理较为复杂的PID计算,还可以对程序进行在线监测,查询故障等。