

Application case 6: Anode batching control system.
Project Name: Nanshan Aluminium Company third green anode plant automation systems
Implementation Date: July 2004
一.Overview
Green anode workshop provides qualified raw material of carbon blocks for anode baking , which range of control system is from automatic calcined coke calcined warehouse loading (and butts, raw chopped crushed start) to forming the green anode and then outputting motorized roller, as well as asphalt feeding, melting, conveyors. Also responsible for flue gas purification with asphalt, calcining plant signal contacts, as well as all the district boundary detection (monitoring), measuring and control equipment.
二.Process Description
Green anode plant including calcined coke, scrap and residues pole raw feeding, screening, weighing ingredients, kneading, shaping, and several other steps, the final completion of the production of anode carbon block.
2.1 calcined coke feeding
Sent by the calcination plant calcined coke deposited in the four calcined silos , each position in the bottom four calcined feed opening , each of the feed opening through the motor feeder under the calcined coke to the belt conveyor, belt conveyor and then enters through bucket elevators , bucket elevator from the calcined coke will increase to 35 meters screening system .
2.2 butts and broken on the raw material
Health crusher in carbon block library , the unqualified and crushing of raw carbon anode blocks broken, and then transported by conveyor belt to the bucket elevator , raised to 30 meters , after dosing valve , part of the scrap directly into the remnant pole storage bin , the other part through the screw conveyor into raw chopped ingredients warehouse .
2.3 calcined coke screening
Screening system is divided into two identical and independent subsystems , each subsystem has two levels, each level will be divided into three kinds of material particle size, respectively, into a large hopper, the hopper , filling the silo , silo accompany coarse , medium grain ingredient positions , fine ingredients and a ball mill warehouse storage silos .
The dosing valve with flow control valve and flow control materials.
2.4 butts screening
Butts in silos scrap by vibration cutting and belt conveyor into the bucket elevator, the material rose to 30 meters sieving, screening out the residual anode, and then respectively get into 4-0 and 8 -4 batch bins, and the other residual anodes which does not meet the specifications of the material will enter into the intermediate positions, and after crushed, return to the hoist for screening again.
2.5 mills
Ball from the ball mill silos by abrasive star feeder into the mill, was pulverized in a ball mill, driven by the fan, the powder into the separator, separated by partition separator, the larger material is returned to the mill to continue milling, the material enters meeting the specifications enter into the cyclone separator, the material is recycled after the screw conveyor to powder ingredients warehouse.
Star feeder adopts frequency control, closed loop with a ball mill noise detection PID regulator, the noise is large, increasing the feeding amount of noise hour, reducing feeding amount.
2.6 Weighing
There are eight positions ingredients were placed coarse, medium and fine material, raw scrap, butts and powder material. Each silo is equipped with a lower burden that weighed on the material used, depending on the recipe settings, several materials can be weighed, and weighing after the end of the material through the valve and into the belt conveyor specified kneading pot.
Using screw conveyor ingredients frequency control process using the feedstock, non- screw transportation of materials used to control the amount of the feedstock in advance.
2.7 Bitumen weighing and kneading
Asphalt storage silo has melted asphalt material, asphalt lower positions , said a total of six sets of asphalt , which correspond to twelve units kneading pot, the pot every two share a kneading asphalt said . Pitch is weighed, the dosing valve to the specified kneading pot, with the dry material in the kneading pot and sufficiently stirred and mixed to form slurry.
2.8 Forming
Kneading pan out by the high temperature of the slurry feed drive belt to the upgrade , the upgrade under the molding material , said material into the molding material into said control vibration molding machine quantity, slurry through vibration, compression molding, is moved cooling roller is cooled , and transported to the carbon block library counting , grouping storage.
三.System Configuration
Green anode plant automation system using AB, SLC500 series programmable controller, using DCS distributed control system mode, the green anode plant into butts (born broken), screening, grinding, kneading the ingredients, transportation vibration molding paste # 1 (# 2), asphalt melting (including asphalt conveyor section), and display eight subsystems, each configured independently of the CPU module, the entire system using industrial ether net connection, the control room can be monitored on all subsystems , while the residual polar (born broken), asphalt melting, molding paste transport vibration settings console. In the control room set up large-scale optical band analog disc.
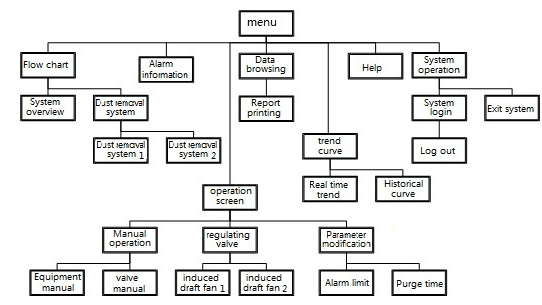
Configuration shown below:
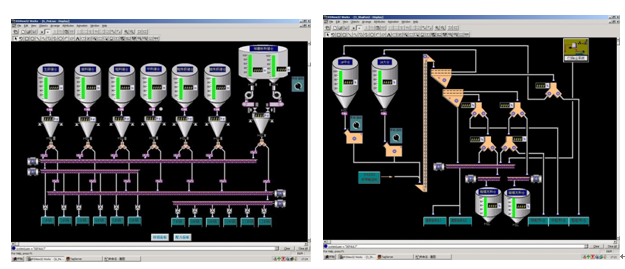
Programmable Logic Controller (PLC) is used to collect the data processing and process control, the program will be pre-programmed into the PLC, the operator through the operation of the host computer sends control commands and sent to the PLC, PLC in program data transmitted through the PC, complete the corresponding control and data acquisition, display tasks, thus completion of each section in automatic or semiautomatic treatment process.
Host system uses the AB’s position monitoring software RSView32 prepared to complete the operation and monitoring tasks. Operator through the various control orders issued PC while receiving PLC collected a variety of field signals. Through multiple screens on the monitor can monitor the entire system running status of devices, some of the changes in process parameters and alarm information. PC is the core of the control system is programmed, the local host computer through a state network switch and the upper network (IT) for network communications. This project uses green anode LAN control each section , in the central control room through the system PC operator station on crushing and screening system , ball mill systems, and other ingredients kneading centralized control , that is, through CRT screen and keyboard on the several systems remote monitoring .
l Operating system: Windows 2000 Server:
l PC: Compaq servers (PIV2.4G, 512M DDR, 80G hard drive):
l Control System: AB SLC500;
l Programming software: RSlogix500;
l Monitoring Software: RSview32.