

Application case 16:Marching type heating furnace automatic control system
1 Overview
Industrial furnace is heat treatment equipment which must be equipped with in steel rolling. With the continuous development of industrial automation technology , modern rolling mill should be configured large-scales , highly automated marching type beam furnace , its production should be consistent with high-yield, high-quality, low-consumption, energy saving, pollution-free as well as process requirements of automation production operations, in order to improve its product quality, enhance market competitiveness.
①Large-scales reduction in energy consumption.
②Substantial increasing of Production
③a very high level of automation produce.
The original furnace control systems are mostly single loop instrumentation and relay logic control systems, transmission are mostly analog -controlled power supply unit, and now the furnace control systems are PLC or DCS system, and are still in the secondary process control system and tertiary production management systems. Transmission is fully digital AC or DC power supply unit. This project is marching type reheating furnace which is a part of the heat treatment line of φ180 small diameter seamless steel pipe production lines in a new steel group.
2 The key control technology during produce of marching type reheating furnace
2.1 Production rhythm control
Marching typeheating furnace’s production rhythm control is very important. When the pipe line is full automation and continuous operation, the equipment operations of mechanical equipment such as feed roller, walking beam, discharging roller, hydraulic stations and other public auxiliary facilities in furnace area, must be highly uniform rhythm, in order to achieve accurate positioning of pipe logistics during the whole process, and to achieve full automation and continuous work.
2.2 furnace combustion control
Industrial furnace combustion control level directly affects the indicators of the production, such as: product quality, energy consumption and so on. Current domestic industrial furnaces are generally used in the form of a continuous combustion control, namely, by controlling the fuel, the size of combustion air flow rate to make the temperature of the furnace, the combustion atmosphere up to process requirements. Because of the controlled manner of this continuous burning are often subject to the constraints of regulation and measuring and other aspects of fuel flow, so now most effect of the industrial furnace control is not very well. With the rapid development of industrial furnace industry, pulse combustion control technologies have emerged, and to some extent in the domestic and aboard application, and madegood effects of using.
Current high-end industrial products have higher uniformity requirement to the furnace temperature field, and higher stability controllability requirement to the combustion atmosphere, but they cannot be achieved using conventional continuous combustion control. With the appearing of wide section and large capacity industrial furnaces, there must be used to control furnace’s temperature uniformity by pulse combustion control technology.
The system uses a pulse combustion system. It is an intermittent combustion mode, with the pulse width modulation, to complete the furnace temperature control by adjusting the duty cycle burning time. The fuel flow in Combustion state can be adjusted online through the main fuel control valve, once the burner combusts, it will be in the designed optimum combustion state, and ensures the gas burner exit velocity constant. Control system makes the furnace combustion burner alternately work, and the furnace temperature field evenly distributed through the gas in the furnace stirring constantly. When need heating, combustion time of burner will be longer, intermittent time will be shorter; when need to cool down, combustion time of burner will be shorter, intermittent time will be longer. And according to the set temperature of the furnace to control the fuel flow rate of the combustion, when the set temperature is low, the main fuel control valve turns small, when the set temperature is high, the main fuel control valve open large, to avoid that when furnace inside is cold, the temperature between the furnace and gas is too large, and caused directly thermal shock for the furnace products.
Pulse combustion system's main advantages are:
1) the system is simple and reliable , low cost
2) to increase the furnace temperature field uniformity
3) heat transfer efficiency is higher, greatly reducing energy consumption
4) burner’s load regulation is large
5) without adjustment online, you can achieve precise control of air-fuel ratio
Compared to the conventional ratio combustion control, the instruments involved in the control of pulse combustion control system were greatly reduced, only have the temperature sensors, controllers and actuators, omitting a number of expensive flow, pressure detection and control mechanism. And, since only two switches control, actuator also was changed from the original pneumatic (motor) control valve into solenoid valve, increasing the reliability of the system, greatly reducing system cost.
Normal burner air-fuel ratio is generally about 1:4, when the burner working at full capacity, the gas flow rate, flame shape, the thermal efficiency can reach the best condition, but when the burner flow near its minimum flow, minimum heat load, the gas flow rate greatly reduce, flame shape cannot reach the requirement, the thermal efficiency sharp decline, when high-speed burner operating at full capacity flow rate of 50%, the above indicators will have a larger gap from the design requirements. But Pulse combustion is different, regardless of the circumstances, the burner only has two states, one is working at full capacity, and the other one is not working, just by adjusting the time between the two states to regulate temperature, so the use of pulse combustion can make up the defect of burner adjust low ratio, even when required the low temperature control, it still can ensure combustion burner operating in the optimum state. When using the high-speed burner, the gas ejection speed fast, forming a negative pressure around, a large number of gas were absorption into the main furnace, sufficiently stirred and mixed, to extend the residence time of gas in the furnace, an increase of the contact time between smoke and the product, thereby increasing the convective heat transfer efficiency.
3 Control System Introductions
3.1 Control System Components
System architecture is shown in Figure 2.

The furnace automation control system is constituted by Basic automation system (L1) and process computer control system (L2) together.
The basic automation control system consists of four controllers, including electric drive part of quenching furnace, electric drive part of drawing furnace, instrumentation control part of quenching furnace, and instrumentation control part of drawing furnace.
The electric drive part of Quenching furnace PLC is S7 315-2DP with four slaves and three ET200M PROFIBUS-DP card Siemens converter MM440 series, to achieve the functions of table roller’s sequence control, the position control of steel rollers into the furnace, stepper beam control. Quenching furnace transmission system adopts frequency control; the inverter is supplied by Siemens MM440 series. 3 MM440 series inverters with PROFIBUS-DP card control 3 groups of roller.
The electric drive part of drawing furnace PLC is S7 315-2DP Siemens converter MM440 series with three slaves and two ET200M PROFIBUS-DP cards, to achieve the functions of table roller’s sequence control, the position control of steel rollers into the furnace, stepper beam control. Drawing Furnace transmission system adopts frequency control; the inverter is supplied by Siemens MM440 series. 2 MM440 series inverters with PROFIBUS-DP card control two rollers.
The instrumentation control of Quenching furnace PLC mainly consists of S7 315-2DP and functional module (FM355C closed-loop control module), each PLC and its corresponding PID module is responsible for controlling all the instruments of quenching furnace, used to complete the data collection and the process control of furnace process parameters. Siemens FM355C closed-loop control module controls the furnace process parameters in order to achieve optimum combustion furnace control effect.
The composition and functions of instrumentation control part of drawing furnace PLC and quenching furnace PLC are basically the same.
In the process computer control system, setting one computer in each hardening furnaces and drawing furnace, for each furnace system doing hardware configuration ,parameter setting, the definition of communication, writing, debugging user programs, screen monitoring and data record, and ultimately achieve centralized monitoring and operation.
Two computers are the SIEMENS industrial machines, configured as P4 2.0G, 256M, and with Industrial Ethernet processor CP1613. With CP1613, Computer communicates with the PLC by Industrial Ethernet Fiber Switch OSM. Industrial Ethernet Fiber Switch OSM has two fiber optic interfaces and six electrical interfaces. Connecting cable with multimode fiber optic cable can be used in strong electromagnetic interference environment. Redundant 10M/100M Industrial Ethernet greatly improves network performance, network configuration and expansion is also very simple. You can use two cables, and is redundant configuration; control cabinet wiring is also very simple.
3.2 programming and configuration and function modules FM355C
(1) PLC programming software using STEP7, STEP 7 programming software runs in windows2000/XP. STEP7 programming language provides a very rich instruction set, it makes programming complex functions quick and easy. STEP7 program provides a structured design method, manage user-written procedures and information in block form, you can form structured user program by call the statement, increasing the readability and easy maintenance. System provides users with a large number of pre-programmed function blocks, users can directly use these function blocks, thus greatly reducing programming time.
Standard package features: standard software supports automatic task creation at various stages, such as:
• Create and manage project
• Configuration and parameter assignment for hardware and communications
• Managing Symbols
• Create a program; for example, create a program for an S7 programmable controller
• Download the program to the programmable controller
• Test automation system
• Diagnostic equipment failure
(2) SCADA software installed on the computer is WinCC, the operating system is windows2000. WinCC has broad application and high compatibility, providing mature and reliable operation and efficient configuration properties.
Wincc can be used to all operator control and monitoring tasks in automate field. In production process Wincc can clearly express the state by the form of an image, text, bar graphs, curves or alarm. It also can record an event that occurs and the process data for historical data queries. The required report format can be easily configured to generate, trigger printing by time or event.
Wincc in the Windows environment, through OLE and ODBC can easily integrate other controls into the application software. Also available communicate with other applications through DDE. In Wincc, nesting a standard C language, in engineering, can easily complete the task. The API can be accessed simultaneously Wincc programming interface to achieve some special features. Wincc has an open communication protocol, supporting for multiple PLC system.
(3) FM355C is used for 4-channel closed-loop control module of closed-loop control tasks, it has the following features:
★Can be used for temperature, pressure and flow control
★Convenient user’s self-optimizing temperature control online
★Pre- programmed controller structure
★FM 355C as a continuous -action controller
★4 analog outputs are used to control actuators
★CPU downtime or failure to connect even after running
FM 355C controller has the following properties:
Factory prefabricated structure of the controller is used to: a fixed set point control, cascade control, proportional control, weight control. Depending on the selected controller configuration, several controllers can be combined into one structure.
★Different mode of operation
● Automatic
● Manual
● Safe way
● follow the way
● Backup mode
★2 kinds of control algorithms
● Self-optimizing temperature control algorithm
● PID algorithm
The system applied the basic functions of the module, and achieved good results.
4 control software design
The control of the system in the following ways:
1) Manual mode: for equipment commissioning, overhaul operations.
2) Semi-Automatic mode: In manual mode for automatic control equipment for the monomer.
3) Automatic mode: Used for the automatic control of all devices.
Control software design has the following sections:
● Roller Control
● Walking Beam Control
● Temperature Control
● Furnace pressure control
● Gas mains pressure control
● The air manifold pressure control
● Hot air temperature control
● Emergency shutdown protection
Chief among these is the walking beam control and temperature control and emergency shutdown protection; the following will mainly talk about the walking beam control, temperature control, and emergency shutdown protection control thought.
5 temperature control
● Furnace temperature zone division
Quenching furnace totally has eight temperature control areas. Heating section is divided into four areas along the oven width, i.e. heated for 1, 2 heating, heating 3, and the heating 4. Wide along the furnace insulation segment can be divided four zones, namely heat 1, heat 2, heat 3 and heat 4.
Drawing Furnace has 10 temperature control areas. Heating section along the furnace width of two zones, one for the middle section of the heating, heating 2 is about two components. Average temperature along the furnace section width can be divided four areas, namely average temperature1, average temperature 2, average temperature 3, average temperature 4. Insulation segment along the furnace section width can be divided four zones, namely heat 1, heat 2, heat 3 and heat 4.
Each of these zones is independent temperature control.
● Districts furnace temperature setting mode
There are two kinds of districts temperature setting mode:
Manual setting mode: that is, in the district IPC manually change the temperature setting on the furnace temperature setting.
Programmed mode: different specifications and materials for steel pipe, according to process requirements corresponding to different setting temperature, the operator may be of different sizes and materials first steel furnace temperature set value is stored in a database within the PLC and in the CRT tube selection IPC interface, may need, through the " one-touch" soft keys on the district furnace batch setting.
● Districts temperature regulation mode
Using PID regulation mode, the process is detected by a thermocouple to the actual oven temperature to pass FM355 PID modules, and with the area set value, PID operation by this module and output 4 ~ 20mA signal, and the signal transferred to Krom’s continuous control or pulse input of the controller , go to the control of combustion systems, temperature control .
The body controlling process is as follows:
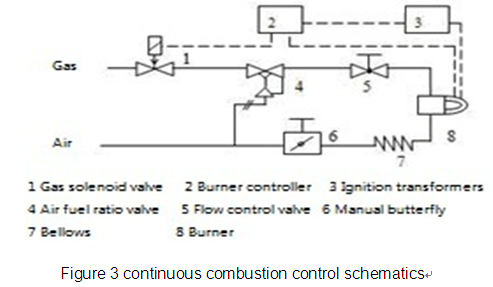
For a hardening furnace heating , heating 2 heating 3 , 4 four -zone heating , is the proportion of companies using the German Krom continuous combustion control system, temperature module PID output 4 ~ 20mA signal control system air solenoid valve . Air solenoid valve opening degree is changed, through the air / fuel ratio control valve to the burner before the gas pressure changes, so that the heat is changed, to achieve automatic control of the furnace temperature, shown in Figure.7.
For a hardening furnace insulation, heat 2, heat 3, heat 4 four zone and back to the stove districts concerned, is the use of CIMAC rushed combustion control systems, pulse controller CMT-700, PID module accepts the PID output signal and this has a pulse width modulated signal into a timing signal to control the pulse burner switch timing and switching time scale to achieve the regulation of air, gas flow rate, to achieve the purpose of controlling furnace temperature.
To ensure the furnace temperature uniformity ± 5℃and along the pipe length is less than 10℃temperature uniformity requirements, hardening furnaces and furnace insulation segments are used pulse combustion control, the pulse combustion control, burner works only on or off two states, depending on the power of the burner, the mixing ratio, the discharge speed, etc., will be transferred to the best one burner working condition, we use the burner thermostat Krom company, so for improving combustion efficiency reduce pollution emissions have a significant effect. The control system is shown in Figure 8.

5.1 Emergency shutdown protection and chain
(1) Automatic shutdown
When automatic shutdown when the following occurs:
● Low pressure gas mains limited workshop
● Low air pressure limit
● Cooling water pressure low limit or without water
● Combustion air blower failure stops
● Blackout
Automatic shutdown procedure: Explorer nitrogen purge → emergency shut gas pipeline → pipeline gas emission.
(2) Emergency manual shutdown
It is used to control system failure, and other special circumstances, the system is independent of the PLC control interlock system, press the emergency stop button by the operator to complete shutdown.
Interlock shutdown process still has the following features: emergency shut the main gas pipeline →nitrogen purges pipeline→ in the pipeline gas emissions.