

Application case 18: Theapplication of computer’s intelligent optimization control technology in the steel smelting
1 Overview
The steel liquid quality determines the quality of castings in the very great degree. But the former use of the iron and steel smelting process is the extensive mode of production, and has great randomness in the production process, resulting in very large differences in the quality of molten steel the same kind of material. CIMAC developed smelting intelligent optimization control technology, so that the whole smelting process works under the guidance of smelting control procedures, making the extensive mode of production standardized, institutionalized, so as to ensure the stability of the steel liquid quality.
2 The hardware system consists
The system adopts a process computer station through the company LAN to contact with the two terminal computers before the furnace, furnace thermometer, set associative oxygen analyzer, spectrum analyzer and so on. Server is in the group information center, used for data transmission, storage and exchange, opening 24h boot, equipped with emergency power supply, ensure the security of data. EAF control terminal intelligent optimization control is installed in the electric arc furnace control room, mainly used for raw and auxiliary materials information input, order generation, charge ratio and electric arc furnace steelmaking process control; LF control terminal intelligent optimization control is in refining furnace control room, mainly used for the accurate adjustment control in the refining process. Thermometer measures the temperature of liquid steel in EAF furnace, oxygen meter installed in the LF furnace measures temperature and oxygen activity. After goes through the server, the measured data transfers to the EAF furnace. The sample before furnace is sent to the spectrum by air pipeline, spectral analysis results are automatically transmitted to the furnace.
3 software application
3.1 Steelmaking preparation
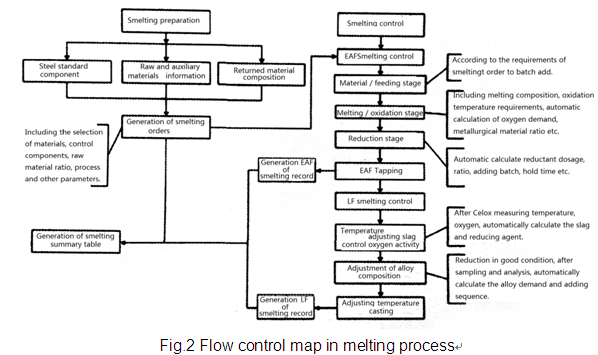
The input information before Steelmaking preparation is mainly composed of steel standard components, raw and auxiliary materials information, classification of returned material (see Figure 2). Only the users with high authority have the right to update the data information. After All original data inputted is confirmed, the operator can specify a smelting method in smelting plan by man-machine interface, i.e. inputting production furnace type, steel type, used package type, tapping temperature and other information. Steel is not directly involved in control, but it has a direct impact on the steelmaking process control. Before the official smelting, the system according to the order information automatic generates charge ratio, demand of raw and auxiliary materials and so on, the needed materials are printed as a list of ingredients, and the workers according to the material prepare smelting.
3.2 Control of the steelmaking process
The steelmaking process control consists of two stages: EAF smelting control and LF smelting control.
3.2.1EAF smelting control
After the main intelligent optimization control generates smelting orders, we can open the EAF terminal intelligent optimization control, select the established order number, and then start smelting. The system automatically records the production date and time, and reminds in accordance with the smelting control parameters (see Figure 2).
⑴The material feeding stage: the workers add furnace charge in accordance with the intelligent optimization control requirements of the batch. If there are special circumstances, the workers can modify scrap charging scheme or the amount of raw and auxiliary materials according to the process requirements, then, according to the actual implementation input the data.
⑵The melt oxidation control phase: the stage, the intelligent optimization control requires using high-power to sending material, and specify the corresponding sampling temperature. After the sampling result at the temperature is transmitted to the intelligent optimization control, intelligent optimization control automatically determine whether change slag, heating-up or not, until it reaches the requirement. Otherwise intelligent optimization control will stop, data cannot be transferred. Intelligent optimization control sets the scope of the oxidation temperature, and can automatically calculate the required oxygen content according to the analysis result.
⑶The reduction phase: after oxidation stage meets the requirements of established smelting technology, intelligent optimization control according to the component change after blowing oxygen gives inserting appropriate AL toner, CaSi granule and other reductant, before furnace according to the operation can be.
⑷The tapping phase: after reaching requirements of tapping content and tapping temperature, intelligent optimization control saves the EAF refining record and then smelting.
3.2.2 LF smelting control
After EAF smelting intelligent optimization control ends, we can open the intelligent optimization control of LF smelting, chooses according smelting orders, and then starts refining (see Figure 2)
(1) Heating-up, slag phase: due to a large number of temperature loss of EAF during the tapping process, LF refining initial requires immediately warming up to the specified value, and puts the quantity of lime, fluorite and reducing agent in as the intelligent optimization control requires of. Using Celox to measure, measurement of oxygen activity, intelligent optimization control based on the measured results to put suitable reductant into, and maintain a certain reduction time. Until the oxygen activity and temperature reaches the requirements, adjustment of alloy can be allowed.
(2) The adjustment of alloy phase: after temperature and oxygen activity meet the requirements, according to the results of spectral analysis, intelligent optimization control automatically use minimum cost principle of to calculate alloy demands, and according to the requirements to adding in batches. According to the appropriate condition, the operator can regulate the quantity of alloy used, but these are recorded as smelting operation.
(3) The steel casting phase: after all parameters achieve the requirements of intelligent optimization control, intelligent optimization control automatic save the records, and the server generate smelting summary table, for later check.
4 Intelligent optimization control application
After introduction of the smelting control software, Gongxiang Company actively uses the production into practice, and strict divides operations of the intelligent optimizing control. Melting technology Personnel is responsible for data entry of the raw materials, and specifies the production process and the order; furnace operator is only responsible for the use of the intelligent control, not to change the smelting parameter setting, making the smelting operation intelligent optimization to be control, standardization, and institutionalization. Since the use of this intelligent control, Gongxiang’s steel liquid quality continues to improve, the compliance rate of smelting parameter control is rose from 63 percent in 2006 up to over 95 percent in 2008.
Through the use of the past two years, the roles of intelligent optimization computer in the smelting process are summed up as following:
(1)The intelligent optimization control makes the smelting operation to be standardization, institutionalization, reduces the difference between the processes caused by human factors, convenient discriminates technology applicability, contribute to updating and improvement of the process.
(2) To strengthen the capacity of the process supervision, to provide complete, detailed, real record of the process, facilitate the analysis and improvement of quality.
(3)The control is always better when operation, and with eye-catching red emphasizes parameter control always, or even stop working when it doesn’t meet the requirements, improves the implementation rate of the points of smelting process.
(4) The accuracy of calculation charge ratio and alloy is very high, avoiding materials calculation error caused by factitious carelessness.