

Application case 19: 250t/h walking beam type heating furnace combustion control technology of Shougang Company
1 heating process
The heating furnace of Shougang was completed and put into production in 2006, its design production was 4000000 T / A, totally equipped with 3 250t/h walking beam heating furnace with the same structure, of which the upper section of soaking zone uses the flat flame burner, all of the rest are using the lateral flame adjustable burner to provide heat. Flat flame burner is CMC type (24), using the air gas dual cyclone technology; the lateral flame adjustable burner is low NO long flame (type CMT) burner (48); its long flame can cover the whole wide furnace. The heating furnace is set with 6 furnace temperatures automatic control sections, as following: the first heatingsectionupper, the second heatingsectionupper, the heating balancesectionupper, under the first heatingsection, under the second heatingsection, under the heating balancesection. In order to meet the need of batch rolling and mixing in rolling, heating furnace often need to change production mode, not only has conversion of different charge steel mode DHCR - CCR - DHCR (direct hot charging--- cold charging ---direct hot charging), HCR - CCR - HCR (indirect hot charging --- cold charging ---indirect hot charging), and also has the conversion of dual phase steel, high-strength alloy steel and carbon steel and other different steel heating. It can heat cold charging billets and hot charging billets in different furnace temperature.
2 The combustion control technology
2.1 The technology of flat flame combustion
The heat balance top use Double Swirl flat flame combustion technology, gas goes from the top into the burner tube, make air rotated by deflector, and then eject from the burner head in a certain angle. Air enters the burner by the side part of diversion hole the outer pipe, according to the proportion to divide two to enter into the burner body, after by tangential arrangement diversion hole, the rotating air in the burner head is mixed with the rotating gas flow and then combust, as the attaching effect, the flow spreads around along the specially designed burner brick wall, thus forming a layer flat flame attached to the roof. The flat flame combustion technology in heating section can effectively adjust the temperature of the slab in the length direction; reduce the impact on the quality caused by rolling temperature at the end.
2.2 The technologies of long flame combustion
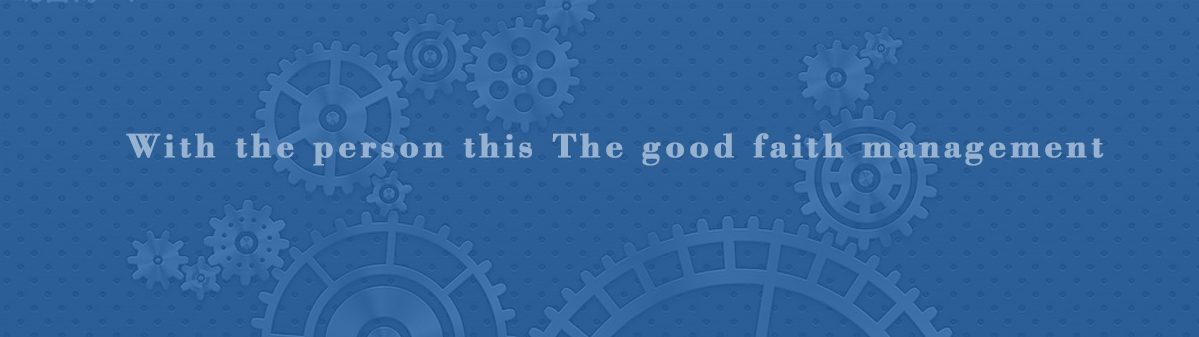
Low NO long flame (type CMT) burner is used in the lower and upper part of the first heatingsectionof heating furnace; in the lower and upper part of the second heatingsectionof heating furnace; in the lower part of the uniform heating section of heating furnace. The technology is the latest combustion technology of CIMAC, using second level combustion mechanism, adding flame length, and decreasing the production of NO in the furnace. The biggest characteristic of this technology is the high turndown ratio, in small flow condition the combustion flame has long length, and good rigidity, can meet the heating requirements of ultra wide slab. It adopts special combustion air supply (see Figure 1) technology, the center wind, the first wind and the secondary wind respectively breaks out from three parallel nozzles, adjusting the length of flame by adjusting the proportion of one or two winds.
In early period of the production trial rolling, because the flame does not reach the corresponding length, the temperature difference of slab length is too large, affecting the production of rolling line and the adjustment of rolling test. We repeated analyzed measurement data, and then to know that flame length and stiffness has very big relations with the burner air, gas pressure and the opening degree of the first wind and the secondary wind. the first wind opening degree is inversely proportional to the flame length, when the oven at low temperature (≤ 80℃), the first wind must be opened, ensure the ratio with the secondarywind is 3:7. The air pressure of burner center should maintain stability, generally remains at around 4000kPa. Figure 2 is the relationship between the flame length and combustion supporting wind.
Proved by practice, the burner ability is 100% ~ 40% of rated capacity, flame length and stiffness are good, the temperature of uniform furnace width is uniform, the temperature of slab length is less than 30℃.
2.3 dynamic control algorithms
In order to ensure the furnace width temperature uniform at low load production, we use the side burner dynamic algorithm to control, and achieve good results.
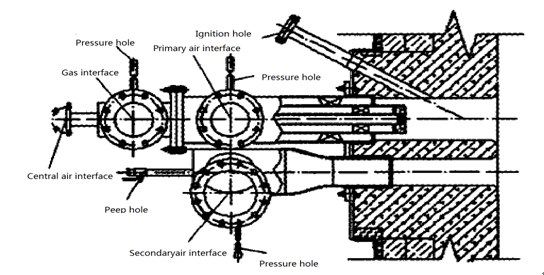
Fig. 1 Long flame burner
2.3.1 Principle and advantages of intelligent combustion optimization control
As the name suggests, the intelligent optimized combustion control is a combustion mode of using dynamic algorithm to close side burner, when heating furnace low produces, the air/gas flow needed by each control segment is reducing accordingly, in order to ensure a constant burner flame shape, each control segment needs to shut down some part of the burner, each control section needs burner quantity of dynamic algorithm:
n= int (n1- v section /2v burner)
Formula: n -------- the burner’s number needed to turn off at each side of each control section
n1-------- the burner’s number at each side of each control section
V section ------- The fuel flow in each control section
V burner -------- The fuel flow when side burner has the maximum combustion ability
Once the burner is working, it will reach the high load condition (50% ~ 100%), ensure the burner flame the longest, and the most stable, the temperature of uniform furnace slab width direction is uniform. When their production need to increase, fuel consumption is increasing, the number of burner needed dynamic algorithm is reducing; when their production need to reduce, fuel consumption is reducing,the number of burner needed dynamic algorithm isincreasing, control is shown in figure 3.
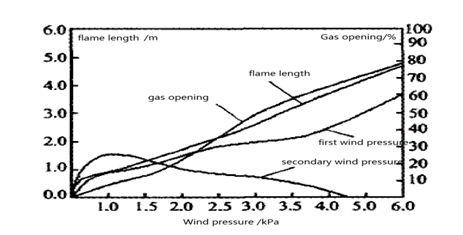
Fig. 2The relationship between the flame length and the burner nozzle pressure
Fig. 3 Combustion control schematic diagram
The main advantages of intelligent optimization control for combustion:
(1) With high thermal efficiency, greatly reducing energy consumption.
(2) Can improve the uniformity of temperature field in the furnace width direction.
(3) By adjust precisely control online to reach the furnace atmosphere of combustion.
(4) Can improve the load regulation rate of the burner.
(5) The system is simple and reliable, low cost.
(6) Reduce the production of NO2.
Using the quantity of the dynamic algorithm heating burner to control the heating length of no-heat recovery section, especially to meet the need of stainless steel heating process, and effectively recover the waste heat of flue gas.
The turndown ratio of Ordinary burner generally is around 4, when the burner is in the high work load, gas flow rate and the flame cannot up to the requirement, and the efficiency of heat is sharply decline. When the work load of Ordinary burner is below 50%, the above-indicators will have a larger gap from the design requirements. But intelligent optimized combustion control system is not. In any case, the burner only has two kinds of working state, one is high load (50%~100%), another is not working, when the heat load of the burner is changed, adjust the working state of each section of burner, and doing the temperature adjustment. So using intelligent optimal combustion can make up the defects of the low turndown ratio of the burner, ensure the burner can still work in the best combustion state when need to control yield low. When the burner in the high work load, the gas discharge speedily, negative pressure is formed in the around, a lot of furnace smoke are drawn into flame root, and fully mixing, prolonging the contact time of gas with air, stretching the length of flame and high temperature zone, decreasing the production of NO2, increasing the contact time of gas with blank, so as to improve the convective heat transfer efficiency. In addition, the furnace flue gas is fully mixing with gas, so that the flame temperature and the furnace flue gas is fully mixing with gas, so that the flame temperature and the furnace flue gas temperature is close to each, improving the uniformity of furnace temperature, reducing the direct heat of high temperature flame on the impact of the blank, avoiding local overheating, over burning, improving product rate, reducing the oxidation loss, there are obvious benefits.
Adjusting the combustion atmosphere is an essential link to improve performance of industrial furnaces and kilns; the dynamic algorithms control technology is that adding a shut-off valve before burner in traditional continuous combustion control, through switch the numbers of the working side burner in each control section to precisely control the combustion atmosphere furnace. Using intelligent optimal combustion control mode, as long as the heating furnace output is constant, the number of burner high work load will be constant, the working frequency of shut-off valve before the burner will be low, so the system works stable and reliable. And can take the full automatic control or manual control according to the actual situation of the system.
2.3.2 The application of intelligent optimized combustion control in the heating furnace of moving steel and hot rolling
Hot rolling heating furnace based on six heating period controlled by conventional double cross limit, is added with the furnace tail preheating section, has low load automatically shut down control functions in the first heating section and the second heating section, namely intelligent optimized combustion control. Setting five pairs of burner on both sides of upper (J1) and down (J2) of the first heating section, wherein the fourpairs of burnerwith dynamic algorithm control valve; 24 flat flame burners in the upper ofthe uniform heating sectionand 8 side burners down cannot doing dynamic algorithm control.
According to the heat load, separately shutoff control some part of the burners of J1, J2and J3, J4. When the thermal load is lower than a certain value Q1, shut down automatically on a pair of burners, when the heat load to below a certain value of Q2, and then automatically shut down another pair of burners (when the heat load is less than 50% , must close the control). Until they closure, to ensure that the burner is always in normal required working load (100%~400%). When the furnace is in a low load production, in order to protect the closed burners is not oxidized and erosion by high temperature flue gas of boiler, we just need to turn off the gas branch pipe and one or two wind pipe valves of the burner, several Center pipelines always remain open, using high velocity air to cool burner, the center air quantity of the burner is about 3%~5% of the rated combustion air quantity.
The dynamic algorithm control technology which is based on the double cross limit control system of the controller, ensure stable combustion of low temperature heating section. Under the premise of ensuring the temperature field of the furnace width of the furnace zone uniform issue, maximize and optimize the distribution of heat, can flexibly set temperature of the region, especially for the process requirements of slow heating stainless steel slab at the low temperature. High control precision, flexible operation, ensure that the stainless steel slab heating quality, and improve the heating efficiency, reduce fuel consumption.
The heating furnace combustion dynamic algorithm control technology makes the optimal control of the secondary combustion of the heating furnace can be realized, the conception of the secondary control model of the heating furnace is that the high temperature section of the heating furnace is set as far as possible to the discharge end of heating furnace, let blank absorb heat as much as possible in the low temperature section, minimize exhaust temperature, improve the heat efficiency of the heating furnace, fuel saving.
Intelligent optimized combustion control technology according to the set value of temperature of the second level system of heating furnace controls the air/gas flow of each control section, and according to the flow change controls the number of the dynamic algorithm burners needed by each heating section, the rule of the dynamic algorithm burner in heating section is the sequential dynamic algorithm from feeding end to the discharge end, keep the heating section close to the discharge end burner and high load combust, to meet temperature curve set bythe secondary control model of the heating furnace, the combustion control strategy ofthe secondary modelcan be realized, and ensure the quality of steel burning. When the heating furnace low products or waits for steel rolling, dynamic algorithms control technology of the burner not only keeps the furnace temperature uniformity in the width direction, improves the operating environment, improves the bottom area utilization and heating efficiency, but also reduces fuel consumption. Intelligent optimization of combustion as a new technology has a wide application prospect, the successful application in 250t/h walking beam reheating furnace, will play an important role in improving product quality, reducing fuel consumption, reducing pollution, is an innovation of combustion automatic control of the industrial furnace, will become a development direction of combustion control technology of industrial furnace for the future.